|
1. The permeable mold is positioned in
the chamber and backfilled with sand.
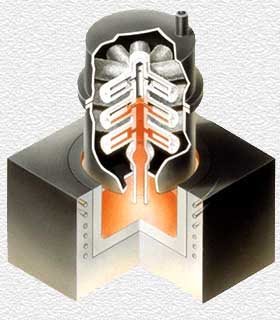
2. The sprue pipe of the
mold is lowered into the molten metal in the crucible. An applied
vacuum draws the molten metal up into the mold cavity in a
controlled flow.
3. The molten
metal fills the mold cavity and the castings solidify, while the
central sprue stays molten.
4. When
the vacuum is released, the still
molten metal in the central sprue returns to the crucible for
reuse. The chamber is raised, and the separate, solid
castings remain in the mold.
5. After cooling, the mold with the
castings is removed from the chamber. The individual, free-standing
castings are removed from the mold.
|