-
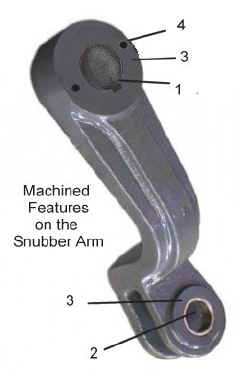
The
center bore in the hub is finished taper bored to the final dimensions.
A
key slot is cut into the center bore of the hub section.
-
The
center bores in the forks are finished
bored to the final dimensions with a step for a bearing seat.
-
The
outer faces of the forks and the heavy hub are finish milled flat.
-
Two
bolt holes (~1" diameter, 2" deep) are drilled and tapped
into the main hub, for attaching a cover plate.
|
|
| Snubber
Arm Finish Machined. |
|
