|
Machining
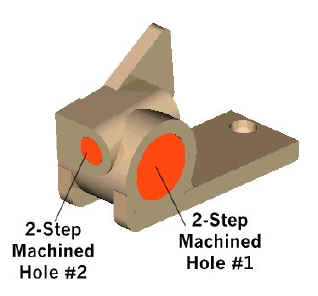
The upper accelerator casting has two intersecting holes
for fitting the actuator and the drive cylinder.
The primary
cylinder has a 1" ID; the secondary hole has a 3/8" ID. Machined tolerances are
+/- 0.003".
A two-step machining process would be required to
meet the tolerance and precision requirements.
Rough machining both holes will be cost prohibitive, compared to producing the holes by
cores in a net-shape casting. |