|
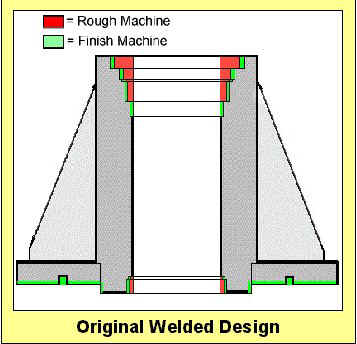
In the original welded design, the cylinder had a uniform wall thickness of
1.575", which provided the required machining stock for the bearing pockets on the inner diameter of the axle
shaft hole. In addition the base plate required two machining operations -- a facing and a turning.
The machining stock is shown in red (rough machining) and in green (finished machining).
Casting technology provides near-net
shape fabricability, which can be used to improve the design with :
-- Casting to near-net
shape, reducing
machining requirements
-- Weight reduction in unstressed areas
-- Smoother geometric transitions to
reduce stress concentrations |