|
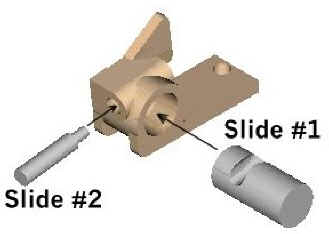
Slide Cores
The upper accelerator casting has two intersecting holes for fitting the actuator and the
drive cylinder.
- The primary cylinder has a 1" ID; the secondary
hole has a 3/8" ID. Machined tolerances are +/- 0.003".
The best way to form these features is to use TWO
intersecting slide cores to form the holes in the casting, followed by finish machining
for precise tolerances.
Cores have a distinct
cost advantage over the full production run, compared to a two step machining operation
for both holes. |